如何從頻譜診斷平衡不良問題
平衡不良是工廠轉動機械的主要問題之一,據統計資料顯示,平衡不良的問題大約就佔了機械損壞問題的40%以上。造成轉動機械平衡不良的原因有:轉動件本身形狀不對稱、加工製造上的瑕疵、組裝安裝不當、轉動件運轉變形、轉動件破損及磨耗、轉動件附著異物等。
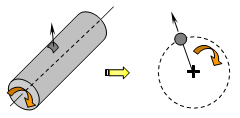
如右上圖所示,當轉動件上附著一異物時,會因為轉動而產生一個離心力,此離心力的大小視異物的重量、附著位置(半徑)及轉動速度成正比關係,此離心力作用在轉動機械上,形成強制振動。平衡不良會造成各種機械組件的提早損壞,例如:軸承、機械軸封、聯軸器、皮帶、皮帶輪,嚴重的平衡不良更會導致基礎鬆動變形、結構損壞、管路破裂等問題。
由於平衡不良的離心力方向會隨著轉動方向的改變而改變,當轉動件旋轉90度時,離心力方向跟著改變90度;當轉動件旋轉180度時,離心力方向也跟著改變180度;因此,當轉動件旋轉一圈時,離心力也跟著繞了一圈。我們可用下圖來說明平衡不良所產生的振動訊號。
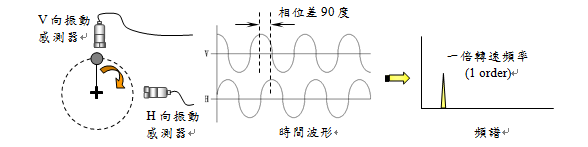
假設轉動機械本身只有平衡不良的問題時,我們可以發現平衡不良的時間波形為正弦波,且振動週期剛好為轉動件轉動一週的時間;如果我們比較V向及H向的振動相位,可以發現相位差為90度;時間波形轉換成頻譜後,會發現在一倍轉速頻率上有非常明顯的振幅。除上述平衡不良訊號的特性之外,若我們欲從頻譜判斷平衡不良問題時,也必須注意以下二點:
一、 通常徑向(水平向及垂直向)的一倍頻振幅會比軸向的一倍頻振幅大一倍以上。但有時懸臂支撐式的轉動件發生平衡不良問題時,在軸向也會一倍頻產生極大的振幅。
二、 通常除非平衡問題相當嚴重(例如:一倍頻達到10mm/s, rms以上時),否則不應該出現2、3、4、5、6、7、8倍頻…等訊號。
|